


Dordan was proud to participate in Fontana Elementary School’s STEM Week Science Fair, where we introduced students and families to the science behind plastics recycling and sustainable materials.
Our exhibit featured a visual representation of aclosed-loop PET recycling system, with material from each stage of the conversion process available for students to see and touch. Plastic pellets, PET flake, extruded sheet, water bottles, and thermoformed packaging demonstrated how PET can move through multiple lifecycles during its use and recovery journey.
The plastic pellets were definitely the crowd favorite.
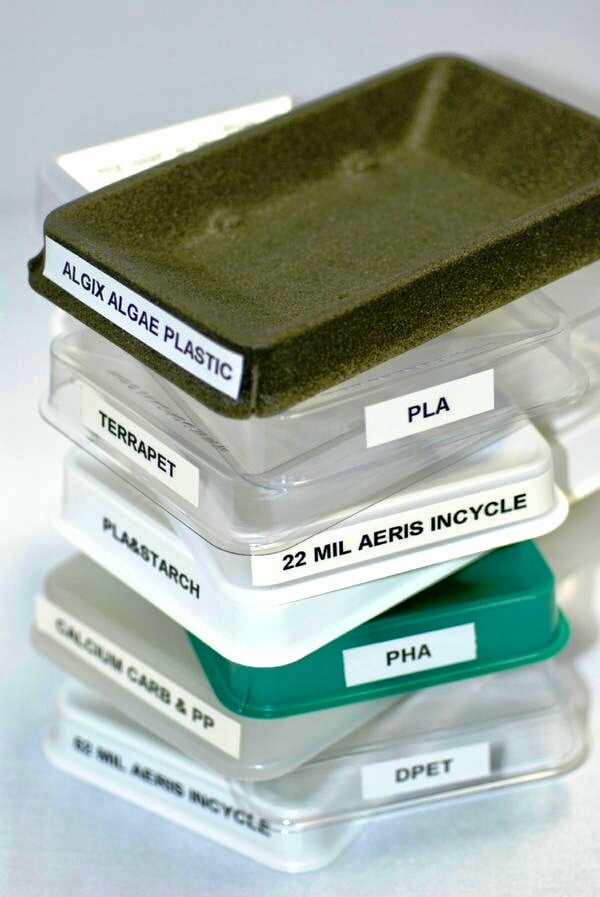
We also showcased bio-based plastics including PLA, PHA, BioPET, and algae-based materials. Students were asked whether plastic comes from dinosaurs or plants—and were surprised to learn the answer can be both. PHA was a favorite for its smooth, slippery texture, while algae-based plastic earned the description “funky.”
Dordan looks forward to continuing to support STEM education and inspiring the next generation of engineers, scientists, and sustainability leaders.
Thank you, Fontana Elementary School, for having us!
📹 Watch highlights from the science fair below.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}